
Jak se vyrábí kabely - krok 5: Opletení
Při výrobě kabelů a vodičů záleží na každém detailu. V páté části našeho seriálu se dozvíte, jak se vyrábí opletení kolem kabelů a k jakým účelům slouží.

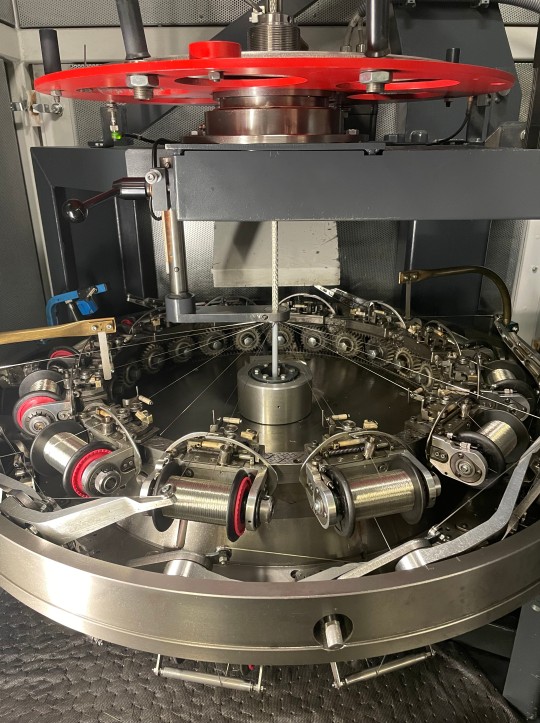
Poté, co jsou jednotlivé žíly spleteny do kabelů, skončí přibližně 70 procent těchto kabelů na oplétací stanici. Zde čeká 35 oplétacích strojů, které uvedou do chodu své cívky a kolem kabelů provedou opletení. Opletení slouží k jednomu ze dvou účelů: buď zaručuje elektromagnetickou kompatibilitu (EMC), nebo chrání kabel před mechanickým namáháním. Oplety, které jsou vyrobeny z holých nebo pocínovaných měděných drátů, se obvykle používají k zajištění odolnosti proti elektromagnetickému rušení. V závislosti na použití zabraňují úniku záření z kabelu a/nebo brání pronikání nežádoucích signálů. Oba případy mohou vést k poruchám a výpadkům zařízení. Stabilizační ocelové, přízové nebo textilní oplety chrání kabely před vnějším zatížením. Několik příkladů jejich výhod v každodenním použití zahrnuje odolnost proti střepům a kousnutí hlodavci, ochranu při šlápnutí na kabel a odlehčení tahu při zvedání zařízení.
Stroje na oplétání v závodě Windsbach byly navrženy tak, aby mohly vytvářet opletená stínění (C-screens) kolem kabelů o průměru od 1,9 do 75 milimetrů. Vedle těchto strojů se používají ovíjecí stroje pro takzvaná ovinutá stínění (D-screens). Ovinuté stínění se vyrábí umístěním měděných drátů kolem kabelu. Výsledkem je torzně testovaný kabel s 95 až 100procentním pokrytím. Opletená stínění naproti tomu snadno odolávají ohybovým a neohybovým cyklům ve vlečných řetězech a mají přibližně 85procentní pokrytí. Obecně pro opletení platí následující: čím větší je rozteč, tj. úhel jednotlivých drátů opletení, tím je kabel pružnější. Čím menší je úhel opletení, tím silnější je opletení, a tím lepší je ochrana.
Co znamená “pancéřování”?
Tahové a tlakové zatížení může způsobit mechanické poškození kabelů a vodičů. Pancéřování, známé také jako výztuha, vytváří ochrannou vrstvu kolem jádrového opletení, aby byla plně zachována funkčnost kabelů a vodičů. Obvykle se vyrábí buď z ocelového pletiva, kulatých nebo plochých ocelových drátů nebo ocelových pásů, případně z kombinace těchto materiálů.
Zeptali jsme se odborníka

Pane Schneidere, co je z vašeho pohledu v procesu oplétání důležité?
Zaprvé materiál: použitý drát je pro stínění zásadní. Pro optimální stínění a flexibilitu nejčastěji používáme měď potaženou cínem, která nabízí lepší ochranu proti korozi. Důležitá je také kvalita samotného procesu - začíná to rovnoměrným navíjením cívek opletu, aby se v opletu minimalizovaly praskliny drátu. A v neposlední řadě se spoléháme na moderní stroje s vhodnými nástroji, na kterých můžeme aplikovat kvalitní oplety a pásky a tento proces monitorovat.
Součástí tohoto procesu je pravidelná výměna oplétacích cívek. Co je třeba v tomto kroku zohlednit?
Před vložením cívky je důležité zkontrolovat, zda drát a cívka nejsou mechanicky poškozeny, a ujistit se, že svazek drátů probíhá optimálně. Po vložení je třeba znovu zkontrolovat všechna těsnění. Svazek drátu musí být přesně veden přes válečky nosiče cívky a případně nosiče nitě a zapleten do opletu. Poté musíme zpracovat a zkontrolovat opletenou oblast - to vyžaduje velkou přesnost. Teprve poté lze znovu pokračovat ve výrobě.
Jaké jsou rozdílné požadavky na zpracování různých opletových materiálů?
Každý materiál má určité tahové napětí. Proto musíme přizpůsobit brzdnou a tažnou sílu na nosičích cívek podle různých materiálů a opletů. V závislosti na použitém materiálu také volíme vhodný oplétač.
Další články ze série:
Série Výroba kabelů